歯研ギヤシリーズとは

歯研ギヤシリーズのラインナップ
平歯車

歯研平歯車の特徴
- 歯車精度等級及び仕様
SG シリーズ : JIS B 1702-1 N5 級の高精度な歯研平歯車です。
SGR シリーズ : JIS B 1702-1 N6級の歯研平歯車エコノミーシリーズです。 - モジュールサイズ
サイズはモジュール m0.5 より m3.0 までの 7 サイズで豊富に品揃えしております。 - 材質及び熱処理 ( 穴、ハブ、部の追加工が可能です )
SG シリーズ : 材質は SCM435、440 を用い、歯部高周波焼入れ(HRc 49 ~ 55)です。
SGR シリーズ : 材質は S45C を用い、歯部高周波焼入れ(HRc 50 ~ 56)です。
また、表面処理の黒染め処理を歯面を除いた部分に施しています。 - 歯面以外の研削仕上げ部
SG シリーズ : 穴、外周、側面、ハブ側面、を研削仕上げしております。
SGR シリーズ : 穴、を研削仕上げしております。 - 両軸タイプ(ピニオン)も揃えております。(SG シリーズのみ)
歯研平歯車の追加工時のご注意
KG 歯研平歯車は、なるべく穴を追加工しないでご利用下さい。追加工をしますと、歯車の精度が下がる事があります。
但しご利用の際、追加工が必要となりましたら次項にご注意下さい。
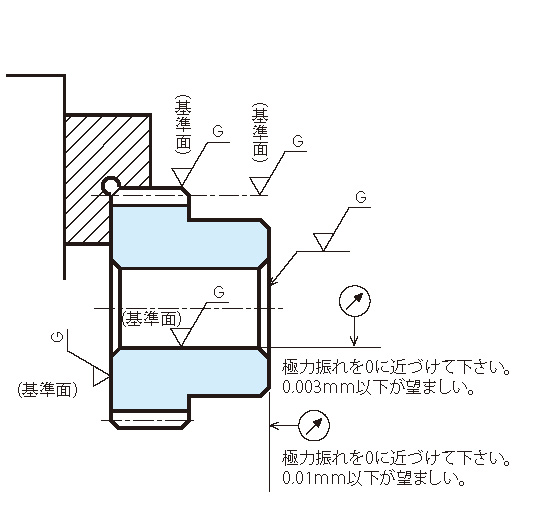
歯研平歯車の穴の追加工のご注意
- 必ず生づめスクロールチャックを用いて チャッキングした商品の穴面から芯出しをして下さい。
- 図のようにチャッキングすれば 外周と側面が研削面となっておりますので 容易に芯が出せます。

- 外径の小さい(小歯数)歯車は、穴面も焼き入れの影響で硬化しており、切削性が悪くなりますのでご注意下さい。
- 追加工による最大加工径は ハブ径の 60-70% を目安として下さい 。
傘歯車


歯研傘歯車の特徴
歯研スパイラルマイタギヤ
歯研スパイラルベベルギヤ
JIS B 1704 1 級以上の精度に仕上げた高精度スパイラルベベルギヤです。
- 高精度な歯車仕様
歯車精度は、歯面研削仕上げのJIS B 1704 1 級以上となります。
モジュールサイズはm = 1.5、2.0、2.5、3.0 よりお選びいただけます。
歯数比は、u=1:1、1:1.5、1:2、1:3(m=3.0 は、u=1:1 のみ)よりお選びいただけます。
バックラッシ量は30 μ以下の設定が可能です。 - 高速運転に最適
歯切品と比較して高速回転が可能で静粛性にも富んでおります。 - 高強度仕様
歯部高周波焼入れ後、歯部に研磨加工を施し、高精度に仕上げております。そのため、歯切品と比較して曲げ強度、歯面強さが20%以上向上しております。 - 高精度にカスタマイズ
お客様での追加工時の精度維持と加工性を重視し、ハブ外周及び歯先外周は研磨加工仕上げを施しております(歯先外周は、軸心と平行に面取りをしてありますので、精度良くチャッキング出来ます)。